10 - 14 September 2007
| Main
Gyreum course page |
Blade
carving page |
Metalwork
page |
My
courses page |
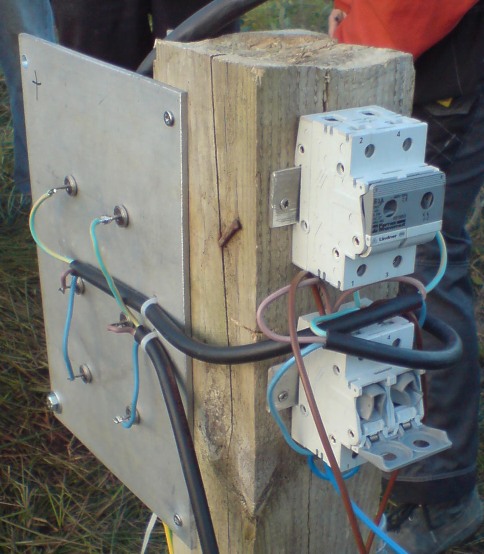
The Electrical department was at the back of the building

| Main
Gyreum course page |
Blade
carving page |
Metalwork
page |
My
courses page |





















| Main
Gyreum course page |
Blade
carving page |
Metalwork
page |
My
courses page |