Guemes Island WA USA
in April 2004
More courses with Hugh
Solar Energy International
Axial flux windmill plans for sale
(How to build one like we do in the workshops)
Blue Energy
Matt Bartmann
Dan Fink
Other pages about SEI 2004 on this site
Main page
Blade carving
Metalwork
Resin casting
My home page

 Mathias
watches Sean wind a coil and keeps count for him.
Mathias
watches Sean wind a coil and keeps count for him.
 Tying
the coils together with a wire around the outside and another wire around
the inside.
Tying
the coils together with a wire around the outside and another wire around
the inside.
 Humphrey
and Fayaz soldering and insulating the tails for the 12 footer. We
decided to bring all the coil tails out for external connection on this
prototype.
Humphrey
and Fayaz soldering and insulating the tails for the 12 footer. We
decided to bring all the coil tails out for external connection on this
prototype.
 Van measures
out lengths of sleeve for the ring neutral.
Van measures
out lengths of sleeve for the ring neutral.
 Michael
cleans a disk ready for casting into a magnet rotor.
Michael
cleans a disk ready for casting into a magnet rotor.
 Doug and
Hal, the two 8 foot machine owners, get ready to cast a magnet rotor for
the bigger 12 foot machine.
Doug and
Hal, the two 8 foot machine owners, get ready to cast a magnet rotor for
the bigger 12 foot machine. The white line is a bead of silicone to limit the overflow of resin over
the surround.
The white line is a bead of silicone to limit the overflow of resin over
the surround.
 Doug
pours in the resin.
Doug
pours in the resin.
 Coming
out of the mould
Coming
out of the mould 
 Anouther
8 foot stator. Jack pours the resin.
Anouther
8 foot stator. Jack pours the resin.
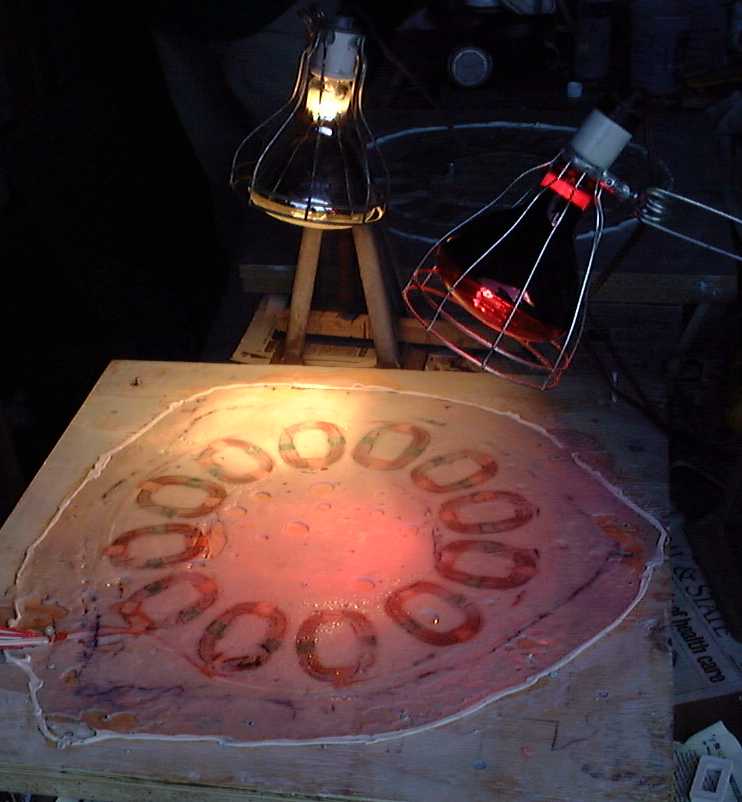 Brian's
big alternator stator under lamps to complete the resin cure.
Brian's
big alternator stator under lamps to complete the resin cure.
 Sean
admires the big stator for the 12 foot alternator being assembled.
Sean
admires the big stator for the 12 foot alternator being assembled.
 Cranking
it up to check the output. Hugh watched by Jim and Brian.
Cranking
it up to check the output. Hugh watched by Jim and Brian.
 A completed
8 foot alternator and blades. The rectifier will later be covered,
or the bridge blocks may even be mounted in a diecast box.
A completed
8 foot alternator and blades. The rectifier will later be covered,
or the bridge blocks may even be mounted in a diecast box.
 Lal and Maurice wiring
it up.
Lal and Maurice wiring
it up.
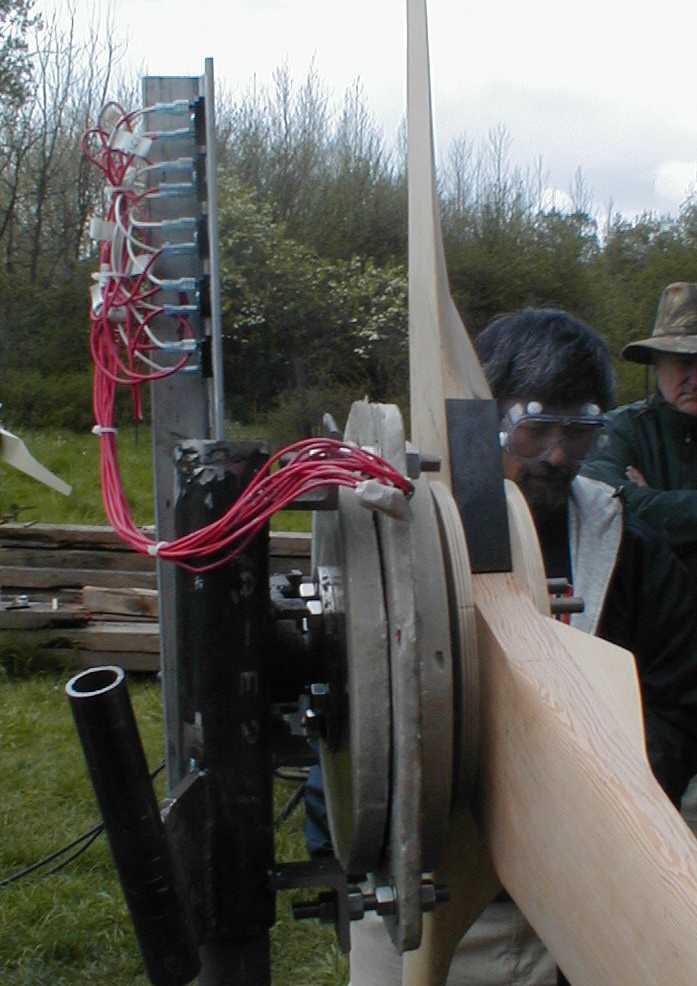
 Brian
mounts his alternator on Doug's truck wheel for testing. The whole
thing is floating on its blade mounts. Using drive we were able to
verify the cut-in speed of the alternator and its ability to put out a
lot of power. It is also possible to measure torque with this set
up and thereby deermine mechanical poweer going into the alternator but
we did not get that sophisticated.
Brian
mounts his alternator on Doug's truck wheel for testing. The whole
thing is floating on its blade mounts. Using drive we were able to
verify the cut-in speed of the alternator and its ability to put out a
lot of power. It is also possible to measure torque with this set
up and thereby deermine mechanical poweer going into the alternator but
we did not get that sophisticated.